Quick Facts
Stainless Steel 13-8 is a martensitic precipitation-hardening stainless steel that has excellent strength, high hardness, superior toughness, and good corrosion resistance. Good transverse toughness properties are achieved by tight chemical composition control, low carbon content, and vacuum melting. The alloy is produced by vacuum induction melting (VIM) followed by electro-slag remelting (ESR). This melt practice promotes excellent macro- and micro cleanliness, and tight compositional control. The strengthening mechanism (precipitation hardening in a martensitic matrix) makes it possible to achieve uniform strengthening in heavy sections. Strength and ductility levels can be tailored to the application by varying the aging temperature.
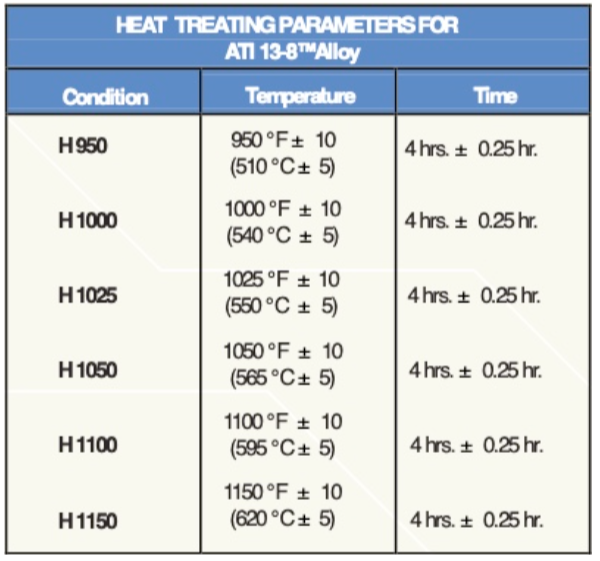
The 13-8 alloy is martensitic in structure in the solution annealed condition and is further strengthened by a relatively low temperature heat treatment, which precipitates a strengthening phase in the alloy. Like the 17-4 alloy, the 13-8 alloy requires only a simple heat treatment, a one step process conducted at a temperature in the range 950°F (510°C) to 1150°F (620°C) depending on the combination of strength and toughness desired. A wide range of properties can be produced by this one step heat treatment. Heat treatment at about 950°F (510°C) produces the highest strength.
Typical Applications
Typical applications are
airframe structural components,
injection-molding equipment,
nuclear plant application(s),
and some medical applications,
Supply Range
AMS is able to supply the following diameter range
Flat Bars and Round bars,
AMS has stock in Singapore,
Primarily manufactured in Europe,
Industry Specifications
- ASTM type XM-13
- UNS S13800
- 13-8
Chemical Analysis %

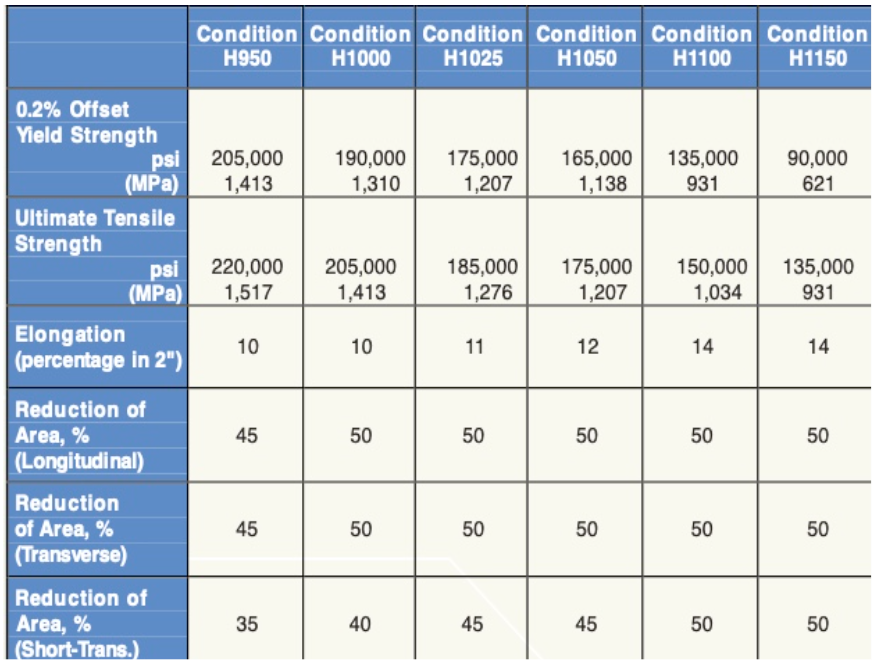
Mechanical Properties
Heat Treatment
13-8 Precipitation Hardening Alloy is produced in the annealed condition. This is also called the solution heat treated condition, or Condition A. Solution treat from 1675 to 1725°F (910 to 940°C) for 15 to 30 minutes at temperature. Air cool or oil quench to below 60°F (15°C) to effect complete transformation to martensite. Aging is normally carried out from 950 to 1150°F(510 to 620°C), depending upon the desired final properties. Heat treatment is usually performed
in air. Heat treatment of brazed components may be done in inert atmospheres. Reducing atmospheres should not be used because of the potential for hydrogen contamination. Hardness in solution annealed is app. 33 HRC.